




东莞市凯宇电线电缆设备有限公司
东莞市宏业富电线电缆设备厂
地 址:广东省东莞市虎门镇怀德管
理区远丰村草埔工业区
电 话:+86-0769-89606313
+86-0769-89879657
传 真:+86-0769-85239850
联系人:黄先生(13669871609)
劳小姐(13423119458)
邮 箱:hyf@hongyefu.com

当前位置:首页 > 查看新闻
时间:2014年-10月-21日 打印本文
一、开机前的准备
1、打开押出机电源开关总闸,再依次打开机身各段温度控制开关及风机控制开关,对机台进行预热。
2、押出操作员接到生产制造单后,领用合格的与制造单相符合,胶料编号,胶料P数,漆包线规格、颜色、芯线材质、规格等各方面),到带班组长处领用相应的模具。
3、依据胶料P数,设定相应的温度,装好模具后,依制造单所需原物料与领用的原物料以及样品,确定三者必须一致,并认真做好首检,方可开机作业
二、开机
1、打开主机,慢速转动,先在料斗内放入0℃.1-0℃.2KG胶料,先将螺杆内残余之上单剩余胶料清洗干净,方可下料,押胶至螺杆口处查看胶料是否塑化良好,并依据样品亮务度做出相应的温度调整后,将过漏网、蜂巢板装好,切勿用扳手,及其它金属物质打击蜂巢板,并锁紧机头。
2、拉好引线过引取至引取轮,有双层水槽必须过双层冷却水槽,把导体穿过模具,用剪刀或引线针做好标记,调节好偏芯度,调正后方可开机生产。
3、调机的过程中,废线必须在20℃0℃M以内,有特殊规格或是黄旦丝绞线必须使用假线调机,直至OK后方可开机,因调机过程中有多次停机会有死料产生,调好后必须拆一机头换网或冲胶,待胶料光滑后开机生产。
4、开机生产时一般是30℃M/分钟,查看线材偏习、产品的亮雾度及胶皮拉力等各项品质要求达到客户的要求,平行线材应注意分线不能有批锋,连体不能偏紧,方可收桶。加速时一般以一次30℃M/分钟为基点,且每次加速必须对照样板亮雾,如有偏差应立即调整眼模温度以达客户要求,另在加速后应注意线材偏芯度有变化,因机头压力加大,及时应对加以调节。
5℃、操作员在机台正常后,及时填写自主检查表,如实填写
三、停机
1、操作员依据生管在生产排程表之生产数量,预计料筒内胶料,将要完成排单数量时,操作员应注意把螺杆内的胶料全部用完,但生产的超单数量必须控制在5℃0℃0℃M以内。
2、完成订单后,操作员应把机台上的模具拆下来,并清理干净,并确保模具无异物,胶料堵塞,方可归还,至模具柜,所用之剩余原物料半成品必须要有原有标签标识,并用PE膜包好后,方可放至各个规定区域内,特别注意漆包绞线规格区分放开。
3、关机前操作员应对机头各螺丝拆除进行保养加油,以便于调节偏芯之灵活性。
4、关机时必须将螺杆内剩余残留之胶料排完,方可将螺杆控制温度开关,分段关掉再关掉风机开关,最后再关总闸,以免因电流大对机台附属电子原件损坏。
5℃、关掉水电,打扫卫生,并清洗干净水槽,及机台表面灰沙之擦拭。
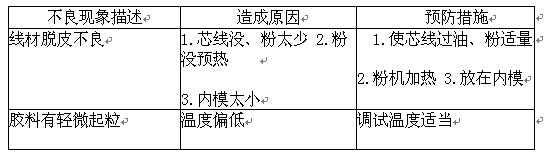
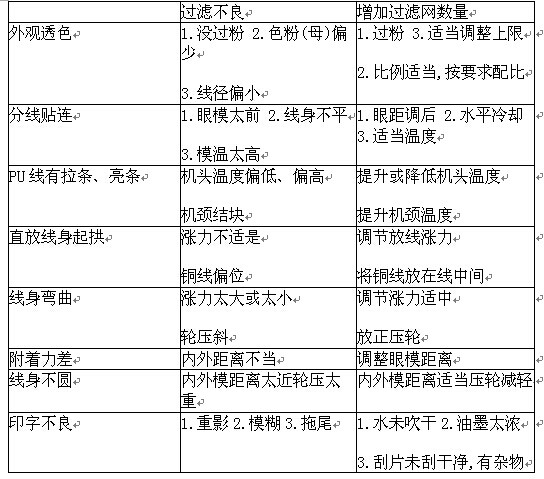
第二章 品质异常及改善对策
一、产品品质要求:
1、脱皮:检查导体绞线的规格、散铜、PVC芯线的过粉过油,要脱皮不断芯线,缠绕线的接头导通。
2、外观:线材表面不能有死料,刮伤起粒、粗麻、亮务度对照样品。
3、软硬度:依照制造单上的用料对照样品,试线材的软硬度手感一致。
4、偏芯:分线不露铜,不破皮,纯白的线材要过粉,不能透色,90℃%以上芯线要粘锡不破皮,正反扭5℃次后不破。
5℃、线径OD:依照生产制造单上的正负公差,透明,非移性的线材要求下限,因冷却后有澎涨。
6、颜色:有带彩色的线材照样生产,生产时必须同一批同一日期的料一次使用。
7、分线:连体分线不能厚,不能有毛刺。
8、绝缘:特殊线材的要求,如黄旦丝必须用特殊模生产,在生产过程中绞线不能有刮漆的现象。
9、附着力:内外模的距离拉远,将速度放慢或使用加压外模
资讯来自:绞线机、电线押出机、电线电缆设备、挤出机专业生产厂家,东莞市宏业富电线电缆设备厂,网址:www.hongyefu.com
 |
| 
 设为首页
设为首页 加入收藏
加入收藏 English
English